OK...I thought I'd take on this repair for Papillon...
Thankfully, it doesn't appear to have had the seat tube cut out for no reason...That would have been sacrilege.
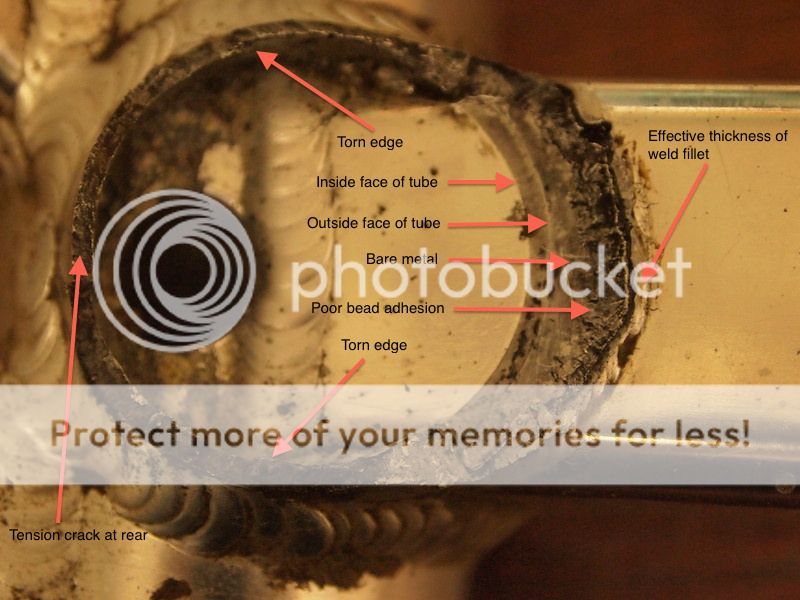
The original seat tube had cracked around the BB weld:
And later been cut off at the seat tube junction:
Hardly surprising it broke... as the original tube seems to have been a 32mm plain gauge tube with only a 1.3mm wall.
General practice on an aluminium frame would be to run a double-butted tube, 2.2mm-ish at the BB end, 1.3mm-ish in the central section, back out to a short section of 1.6mm at the top, to give a sensible 28.6mm seatpost fit.
On closer inspection there's some very shallow weld penetration at the front, with a section where the weld pool has touched, but not adhered to, the downtube surface. Also, the eagle-eyed of you will have noticed that the seat tube has been welded on second, after the downtube; the reverse of normal practice with lugless brazed or TIG welded frames.:
I'll be keeping a closer eye on my RC300 after seeing this...
The plan is to clean up the BB shell, removing the anodizing where it will be welded, cut out the stub at the seat end, separate the top ring, replace the pulled helicoil thread and un-anodise:
Clean off the old weldment from the frame tube ends. Then re-weld the top ring onto a new seat tube, with an appropriate 1.3mm wall thickness to be able to keep the original (weird) 29.4mm seat clamp. The upper end of the set tube is well enough supported that I think this should be OK, without the additional strength of a 1.6mm thick butt. We'll see...
Papillon wants me to take off all the cabling and brake fittings to make it more sleek for his fixie project. Offended POP (Pace Originality Police) enforcement messages to him, please

All the best,